-
Push quenching
This is the last process of metallurgical coke production. The mature coke is pushed out by the pusher and introduced into the quenching car through the coke blocking car. The coke quenching process is divided into two types: traditional wet quenching and more advanced dry quenching.

Coke oven heating
Wet quenching uses water to spray red coke in the quenching tower. Although the equipment is simple, it consumes a lot of water (about 0.5m³/t coke) and produces a lot of dusty steam to pollute the environment.
Dry quenching uses inert gas (usually Nz) to cool red coke in a closed system, and the recovered heat energy is used to generate steam for power generation, while improving the quality of coke (CSR can be increased by 3%-5%). Although the investment is high, the comprehensive benefits are significant.
In recent years, large-scale coking projects newly built in China have generally adopted dry quenching technology, reflecting the industry’s transformation towards green and efficient direction.

Coke pusher
-
Screen and sort
Mixed coke is graded according to user needs.
A typical metallurgical coke screening system divides coke into large coke larger than 40mm, medium coke of 40-25mm, small coke of 25-10mm and powder coke smaller than 10mm.
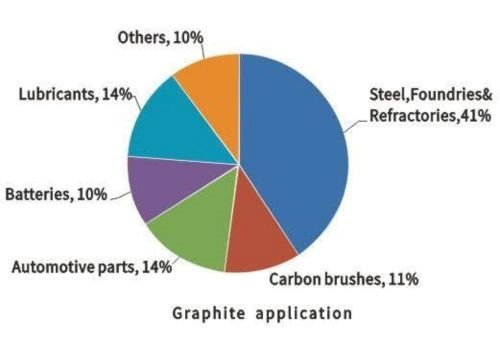
Blast furnaces usually use coke larger than 25mm, while small coke is used in foundry, chemical industry and other fields, and powdered coke can be used as sintering fuel.
For modern large blast furnaces with particularly strict requirements, a whole-granulation process is added to remove coke with oversized particles (>80mm) to improve particle size uniformity. Although these post-processing processes increase production costs, they are crucial to meeting the quality requirements of downstream users and improving resource utilization.

Coke screening machine
-
Chemical product recovery
Modern coking production also includes a complete chemical product recovery system, which is one of the essential differences from the early traditional coking methods.
Each ton of dry coal can produce 300-400m3 of coke oven gas (calorific value of about 17500kJ/m3), as well as coal tar (yield 3%-4%), crude benzene (about 1%), ammonia (0.2%-0.4%) and other chemical products.
These byproducts have high economic value after purification. For example, coke oven gas can be used as clean fuel or raw material for hydrogen production, and coal tar can be processed into hundreds of fine chemicals.
Advanced chemical product recovery technology not only improves resource utilization, but also significantly reduces the environmental load of the coking process, making modern coking plants a comprehensive utilization base for coal rather than a simple coke production unit.